
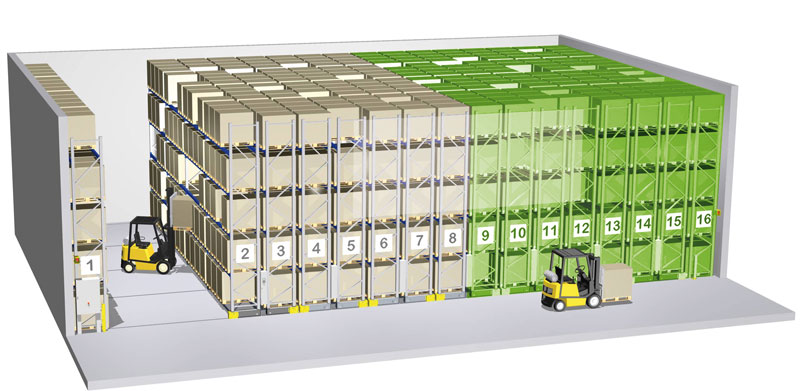
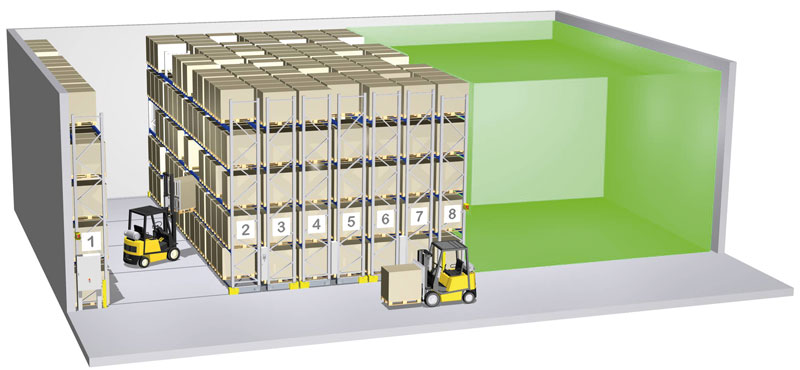



![]() Modular Construction: Systems can be easily expanded for future growth within the same building.
Modular Construction: Systems can be easily expanded for future growth within the same building.
![]() Up to 80% floor space utilization: Reduced operating and property costs thanks to excellent space utilization of the system. The number one choice for refrigerated warehouses due to rising electric costs.
Up to 80% floor space utilization: Reduced operating and property costs thanks to excellent space utilization of the system. The number one choice for refrigerated warehouses due to rising electric costs.
![]() Safe and accident-free working operation: Equipped with emergency stop buttons, access light barriers, manual release systems, distance sensors, and safety light barriers.
Safe and accident-free working operation: Equipped with emergency stop buttons, access light barriers, manual release systems, distance sensors, and safety light barriers.
![]() Semi-automated or fully-automated solution: Mobile racking can be used with traditional forklifts or in conjunction with AGV systems.
Semi-automated or fully-automated solution: Mobile racking can be used with traditional forklifts or in conjunction with AGV systems.


